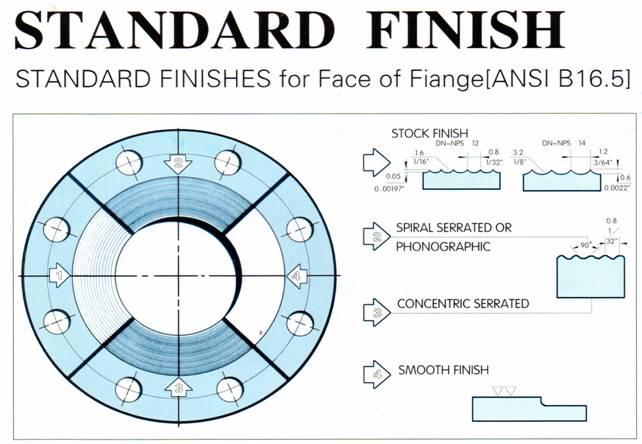
STOCK FINISH: The most used of any gasket finish practically is suitable for all ordinary service condition. This is a continuous spiral groove. Flange size 12"(304.8mm) and smaller, are produced with a 1/16"round- nosed tool at a feed of 1/32" per revolution. For size 14"(355.6mm) and larger, the finish is made with 1/8" round- nosed tool at a feed of 3/64" per revolution. Spiral, Serrated or Phonographic: This finish a produced by using a 90 round-nosed tool.
Concentric Serrated: This finish a prduced by using a 90 round- nosed tool.Smooth finish: The cutting tool employed shall have a approximate 0.06" radius. The resultant surface finihs shall have a 125u inch to 250u inch(ANSI B16.5 para6.4; 4.1)
1. Raised Face and Large Make and Female Either a serrated-concentric or serrated- sprial finish having from 34 to 64 grooves per inch is used. The cutting tool employed has an approximate 0.06 in radius. The resultant surface finish shall have a 125u inch(3.2um) to 500 u inch(12.5um).
2. Tougue and Groove and Small Male and Female:
The gasket contact surface does not exceed 125u inch(3.2um) roughness.
3. Ring Joint: The inside wall surface of gasket groove does not exceed 63u inch roughness
4. Blind: Blind flanges need not be faced in the enter, whenb this enter part is raised. Its diameter is at least smaller than the inside dia. Of fittings of the corresponding pressure class. When the center part is depressed, its dia.is not greater than the inside dia. Of the corresponding pressure class fittings, maching of the depressed center is not required.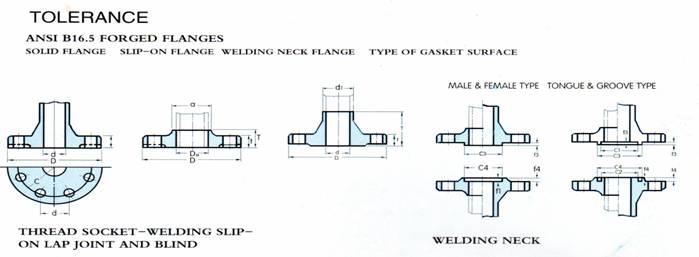
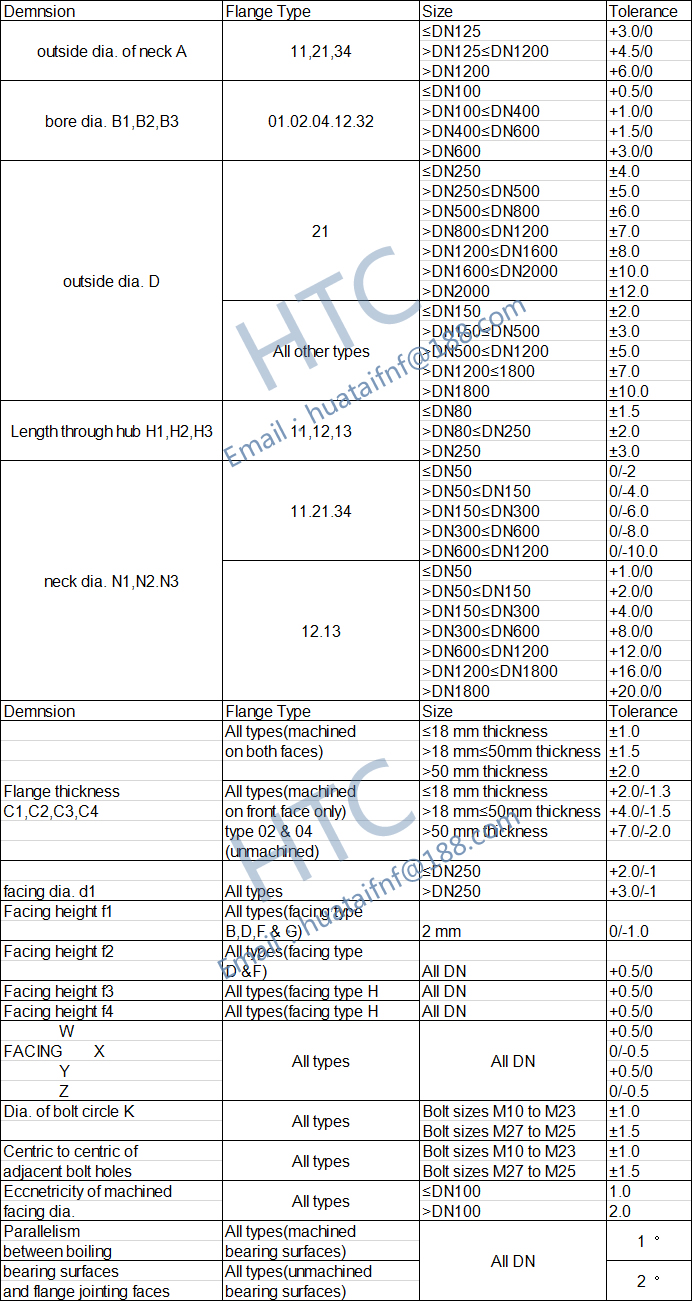
EN FLANGE TOLERANCE